Stainless steel abrasive
CrNi stainless steel abrasive, spherical, cast.
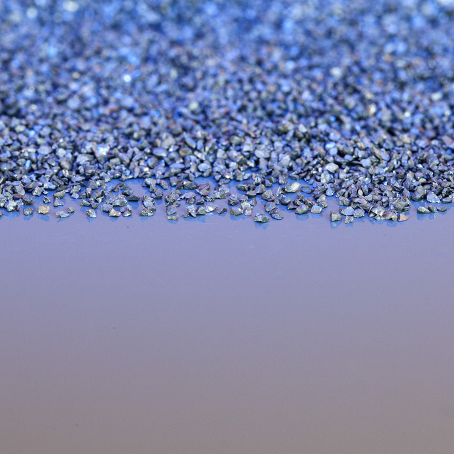
These rust-resistant austenitic abrasives are manufactured by melting selected high-quality raw materials and other alloying elements, e.g. Chrome and Nickel. Once the desired chemical analysis and the correct casting temperature have been reached, the liquid stainless-steel melt is tapped from the induction furnaces and atomized. The result is spherical abrasive grains of different sizes, which are subsequently cooled and collected. The abrasive grains are then fractionated by sieving and mixing to defined grain classes (e.g. S-50, 0.60-1.00mm) in order to make them suitable for the respective blasting task (Fig. 1, VULKAN INOX GmbH).
Thanks to its high density, the abrasive produced in this way already has a potentially high blasting effect in the new grain, which increases with the duration of use in blasting processes. This is due to the mechanical impact stress on the abrasive particles during blasting, with each impact causing local plastic deformation and strain hardening at the grain surface. The present austenitic crystal structure, with its high number of sliding systems, greatly favors the processes of dislocation sliding, twin formation and / or martensite formation. Austenitic abrasives can increase their strength properties significantly compared to ferritic qualities without suffering a significant loss of ductility.
After a certain blasting time, cast CrNi stainless steel abrasives form a wide range of operating mixtures, which have both a high grain mass and grain quantity. They are therefore very well suited for deburring, descaling, desanding and finishing, for example, cast parts that are made from high-alloy steels, non-ferrous metals and special materials. Compared to many other abrasives, CrNi stainless steel abrasives have significant advantages in terms of service life and economy.
Cr stainless steel abrasive, angular-broken, cast.
The manufacture of the base material is the same as that of the spherical CrNi stainless steel abrasive described above.
After atomizing the liquid melt, raw granules of various sizes are obtained, which are subsequently cooled and collected. The already high hardness of the raw granulate can be increased even further with a heat treatment, so that the degrees of hardness GM (~ 58 HRC) and GH (~ 64 HRC) are available. The raw granulate is then broken with sharp edges and fractionated to defined grain classes (e.g. G-50, 0.60-1.00mm) by sieving and mixing in order to make it suitable for the respective beam application (Fig. 2, VULKAN INOX GmbH)
Due to the hardness, grain shape and reduced toughness, their operating and wear behavior differs significantly from CrNi stainless steel abrasives. However, they also form operational mixtures that have both a high grain mass and a large amount of grain. Abrasive grains with a hardness of GM, with their crystal structure made of residual austenite, martensite, and embedded chrome carbides, experience a pronounced rounding of edges in the blasting process. Abrasive grains with a hardness of GH, on the other hand, with their crystal structure made of homogeneous martensite and embedded chrome carbides, retain their angular shape.
Edged stainless steel abrasives initially have the same areas of application as spherical ones, but due to their shorter service life they are preferably used where they are technically and / or economically more advantageous. These include, for example, the surface preparation before the application of coatings or the shortening of blasting times by increasing the cleaning performance.
Additional references:
Blasting abrasives
Wire mesh conveyor shot blast machine
Hanger-type blast machine
Nonmetallic blasting abrasives
Metallic blasting abrasives